


Magigoo
Magigoo® Metal

We have 4 in stock.


Magigoo® Metal

EC3D Shop - Maarssen, Utrecht
Pickup Available - usually ready in 2 hours
Address:
Gagledijk 2, Unit B2
3602 AL, Maarssen, Utrecht
Contact details:
Telephone: +31 (0)6 2914 7428
Email: info@ec3d.nl
Trading Hours:
Monday - Friday: 09:00 - 17:00
Saturday & Public Holidays: 10:00 - 15:00
Sunday: Closed
Magigoo Metal: The Professional Adhesive for Ultrafuse 316L
What is it?
Magigoo Metal is a professional-grade 3D printing adhesive designed specifically for use with BASF Ultrafuse® 316L. This non-hazardous and non-flammable formula ensures excellent first-layer adhesion, preventing your prints from warping. It also allows for easy, damage-free removal of your delicate "green parts" from the build plate.
Why do you need it?
BASF Ultrafuse® 316L is a revolutionary filament that allows you to produce solid, stainless-steel parts using a standard desktop FDM 3D printer and a sintering process. The filament is made of refined metal particles embedded in thermoplastic binders, which makes handling safe and eliminates the hazards of working with fine metallic powders.
However, the thermoplastic binders in this filament make your prints prone to warping during cooling. Additionally, the printed "green parts" are very delicate and can be easily deformed or damaged during removal. Magigoo Metal solves both of these problems. It provides a strong, reliable bond during printing and allows for simple, water-based part removal, which protects your fragile green parts from damage.
How do you use it?
Magigoo Metal is optimized for a build plate temperature of 95-105 °C, though specific printer settings may vary.
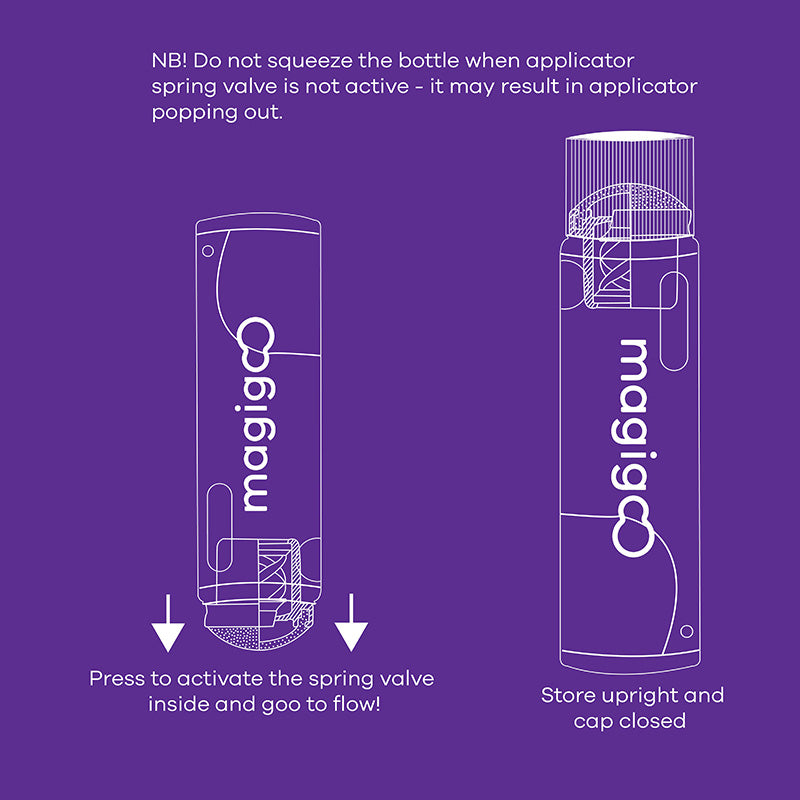
- Shake the bottle well.
- Apply the adhesive by pressing the nib onto the bed and spreading it evenly.
- Print your model according to your filament and printer's recommendations.
- Remove the part by submerging the entire build plate in water, or by soaking the area around the print. After 30 minutes to 2 hours, the part should detach on its own or with a gentle twist.
- Clean any leftover residue with a damp cloth.
Safety Information:
IMPORTANT: Use this product exclusively with BASF Ultrafuse® 316L filaments. Using it with other filament types may cause excessive adhesion and damage your build surface. Always follow the instructions in the technical data sheet for the best results.
Together, Layer by Layer!
New content loaded